
 View Cart
View Cart sales@dataq.com
sales@dataq.com 330-668-1444
330-668-1444By Gary Seyberth, General Foreman of Nursery Supplies, Inc.
Nursery Supplies, Inc. is a manufacturer of plastic containers for the wholesale nursery industry. Gary deployed several DATAQ Instruments model DI-160 Event, State and Count Data Loggers to manage productivity on his blow-molding and thermoforming lines. The multi-channel DI-160s are configured to operate in their state, high-speed count and AC count modes depending upon reporting requirements, with a 5-second reporting interval.
DATAQ Instruments’ Model DI-160 Event, State, and Count Data Logger is a
Real Game-changer to Improve Thermoforming Line Performance
Last year we faced a challenge to improve performance on a thermoforming line. Unfortunately, the only information we had available was a production report and supervisor shift reports.
The Problem
Production reports gave us only the total productivity of the line with no detail on how or why the line did not meet productivity standards. Our reports for each shift had subjective and often conflicting or incomplete information on the reasons for lost productivity. Individual machines on the line had various reporting capabilities, but using that information was an exercise in frustration. On one machine we could go through a stoppage log and write down all the stoppages. On another you could print out the fault log, etc. After we had all the individual machine information, we had to re-enter the data and then try to determine what the real problems were by comparing data from the different reports. That meant going back and forth to determine upstream/downstream cause and effect, calculating lost time to assignable causes, and then reconciling time with production reporting. It was a nightmare and well beyond the skill set of our shift supervisors.
What we really needed was a data acquisition system that would allow us to collect machine data throughout the shift and provide detail of the OEE (overall equipment effectiveness) variables. We needed to measure uptime, speed, and quality yield throughout the shift in a manner that allowed the shift supervisor to easily fill-in-the-blanks with reasons for productivity losses.
Scouting for and Finding a Solution
When we started doing research for a data acquisition system, the costs were staggering. For a hardware/software system we could configure ourselves, we were looking at over $5,000. For canned solutions, prices started at $10,000 plus configuration expenses. Both were well beyond our budget.
During our research we came across the DI-160 Event, State, and Count data logger from DATAQ Instruments. We decided to give it a try, and the results have been absolutely incredible! The total cost was less than $500, and with a few macros in Excel, we have a system that provides exactly what we need.
Deploying the DI-160 Event, State, and Count Data Logger
Here are some real world screen shots of what we accomplished using the DI-160 Event, State, and Count data logger. Keep in mind that shift reports with cause are completed at the end of every shift in less than five minutes by people with very limited computer skills.
Figure 1 is a typical shift report generated by Microsoft® Excel using data logged by the DI-160. It equips the shift supervisor with a timeline graph for the entire shift, showing what OEE variable is responsible for performance loss. Since the shift supervisor has firsthand knowledge of what happened on the shift, he identifies and annotates directly into the report what machine on the line caused the problem, a description of the problem, and whether the problem was a maintenance or operations issue.
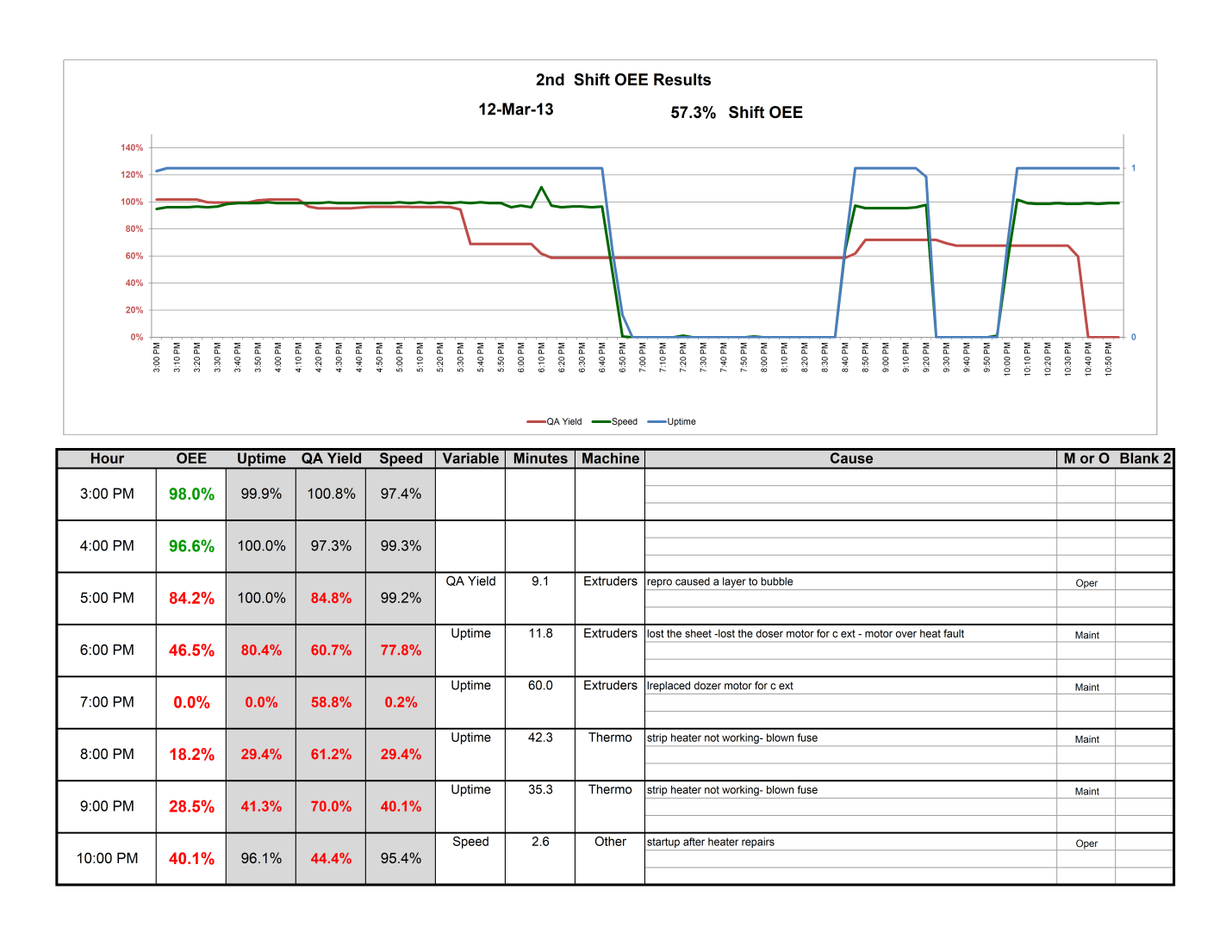
(click for a larger image)
Figure 1 is an example of a graphic representation of line productivity and typical shift supervisor notes that explain lost productivity.
Developing Plans of Action
We review the prior week’s results in a weekly meeting with the plant manager, operations manager, and maintenance manager. The focus of the meeting is to generate action items to improve performance of the line. Actual machine data logged by the DI-160 Event, State, and Count Data Logger is a vital part of this process, since it provides the historical information we need to identify improvement opportunities, and the data to we need to measure the success of our improvement efforts.
For example, our basic unit of measure for analysis and measuring improvement is minutes. Assume that a machine runs continuously for one hour without producing scrap. That one hour represents 60 minutes of productivity. Now assume that we have a color change and during the color change we have to scrap the pots coming off the line until the new color meets spec. Quality yield during the hour reduces to 50 percent due to the scrap. We convert that 50% into minutes for our measurement. One hour with 50% QA Yield is equivalent to 30 minutes of lost productivity. If our standard is 20 minutes we try to discover the root cause for those lost 10 minutes of productivity. If we are trying to improve changeover time, we adjust the process and then monitor results (minutes per changeover) after the process adjustment to see if it reduces lost productivity measured, again, in minutes. Figure 2 is an example of how we graphically represent quality yield for our operations using data supplied by DATAQ Instruments’ DI-160 Event, State, and Count Data logger, and represents just one of several projects we are working on to improve performance of our thermoforming line.
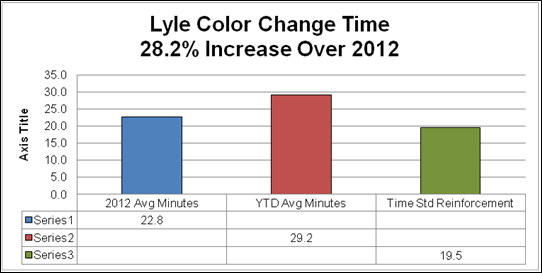
(Click for a larger image)
Figure 2 shows the increase in average productive minutes after implementing changes that were suggested by measured up-time, down-time and yield data.
Follow Us![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
One Comment
William McCall
We recently implemented a data acquisition system in our machine shop using DATAQ DI-160s with great success. The units were wired to observe the indicator lights on four different CNC milling centers two of which were 120VAC and the other two 12VDC. The DI-160s were easily able to log data from both types, telling us what the machines were doing and when.
Within a week we were using some custom macros to analyze the data from one machine. And within three weeks were getting daily reports from all four machines. In addition to their top notch customer support and product documentation the strength of the DI-160 is its ability to be easily programed and put raw data directly into your hands.
After comparing DATAQ to several existing machine shop management software packages the DI-160 was the clear choice. With DATAQ we were able to collect project critical data with greater control over the data and its analysis. I hope to use DATAQ products in future projects and would strongly recommend them to my colleagues.
-William