
 View Cart
View Cart sales@dataq.com
sales@dataq.com 330-668-1444
330-668-1444Synchronized and Distributed Data Acquisition Using DI-720/DI-730 Instruments in Hot Strip Steel Mills
Background
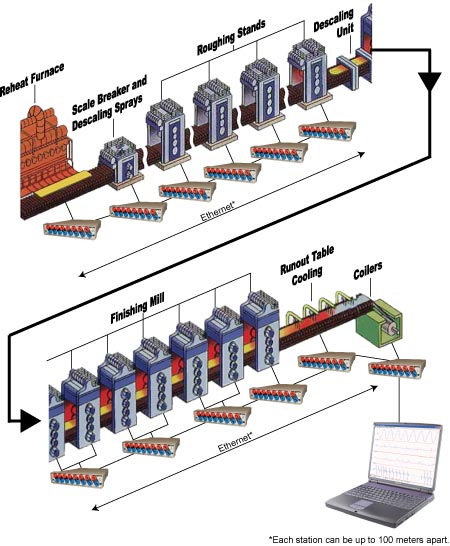
The need to acquire data in a distributed and synchronized manner is required in a variety of applications. Consider a hot strip mill that creates a long steel coil starting from a slab of steel. The process consists of:
- A pre-heat procedure that heats the initially cold slab to approximately 2300°F.
- A roughing process consisting of as many as 5 roller stands that thins and elongates the slab.
- A finishing process consisting of as many as 7 additional roller stands that works the slab into its final coil thickness and length.
- A runout process that allows controlled cooling to maintain the steel's metallurgical properties and shape.
- A coiling process that spools the steel into its final coiled form.
Before passing through the mill, the slab is approximately 9 inches thick and 30 feet long. When it exits the mill it is reduced in thickness by almost 99% to approximately 0.1 inches. A corresponding elongation accompanies this reduction in thickness. As a result, the original 30-foot length is transformed into a steel coil with an uncoiled length longer than a football field.
The hot strip mill that transforms the steel slab into a coil applies many complicated processes that must be held to a high degree of mutually dependent tolerances to guarantee the quality of the final product. Among the critical parameters that are controlled and measured are:
- Temperature of the slab before entering the roughing mill.
- A variety of parameters for each of the 12 roller stations that comprise the roughing and finishing stands:
- Roller RPM.
- Roller motor field voltages and currents.
- Roller motor armature voltages and currents.
- Roller force.
- Tension.
- Actual speed and speed reference.
- Temperature of the flattened steel as it exits the finish mill.
- Temperature at various locations on the runout.
Problem
The measurement of any particular parameter described above does not present an unusual challenge. However, the distance between the beginning of the mill at the pre-heat furnace and the end at the coiler can be 1,000 feet or more. This defines the need for a distributed data acquisition system. Further, it is absolutely mandatory that all measurements made across the entire length of the mill be synchronized. Operators must be able to correlate in time all events on all instrument channels, regardless of their location, to accurately evaluate mill performance.
For example, the rotational rate of the rollers on the finish and rough mill stages must be absolutely synchronized to avoid product quality problems at best, or catastrophic failures in the worst case. Data acquisition synchronization allows the RPM of all twelve roller stations to be acquired and compared within the same instant of time, thus avoiding latencies (however small) that would distort the actual performance of the mill. By the same token, torque measurements from motor armature current at various roller stations must be synchronized. Attempting to correlate an event at the beginning, mid-point, and end of the mill are of little value if the measurements are skewed in time. This is especially true when you consider that the red hot, formed metal moves through the mill at speeds of about 50 feet per second. Even a 250ms time skew represents a measurement displacement error of over 12 feet. DATAQ Instruments products can reduce time skew to as little at 5 microseconds between units, reducing this hypothetical 12-foot displacement error to only 3 mils.
Solution
DI-720/730-Ethernet Series instruments employ a patented (US 7,792,139 B2) Ethernet technology and are designed from the ground up to be both distributed and synchronized.
Their distributed nature allows multiple instrument stations to be deployed from locations adjacent to the personal computer, to any distance away with the only restriction that instrument stations cannot be separated by more than 100 meters. Deployed instruments are connected together in a daisy-chain arrangement using commonly available and inexpensive Category 5 cable. Distributed DI-720/730-3GE products may be deployed as a single unit, multiple units spaced variable distances apart, multiple unit clusters also spaced at random intervals, or any combination of the foregoing. As such, DI-720/730 systems may be configured and deployed in a manner that precisely fits the needs of the application.
Synchronization has also been transparently built into DI-720/730-Ethernet products. Regardless of the location of any single unit or cluster of units along the instrument network, measurements obtained from the first channel of the first unit through the last channel of the final unit in the chain are fully synchronized.
Using the hot strip mill example, the distributed and synchronous features of DI-720/730-Ethernet instruments pay extraordinary dividends:
- A single instrument or instrument clusters may be located at each rough and finish rolling stage.
- Instruments may be located in multiple locations along the runout and at the pre-heat furnace.
- Other clusters may be located at the mandrel to monitor the spooling process.
- In all, the above instrument cluster may span distances well beyond the mill's length of 1,000 feet.
- Each acquired sample, from the pre-heat furnace to the mandrel, and all points between, is acquired synchronously yielding the guaranteed time alignment so critical to judging mill performance.
Other Applications
The need for distributed and synchronous data acquisition is not limited to hot strip steel mills. Other applications that benefit are:
- Other mill applications
- Continuous Pickle lines
- Temper steel rolling mills
- Continuous steel casting
- Seamless steel pipe mills
- Continuous aluminum casting
- Aluminum rolling mills
- Pulp and paper mills
- Wire processes
- Presses
- Dryers
- Size presses
- Calendars
- Reelers
- Unwinders and slitters
- Web printing press
- PLC fine tuning and troubleshooting to detect:
- Electrical sequencing variations and flaws
- Mechanical valve actuation latencies
- Motor timing conflicts
- Hydraulic spikes or drop outs
- Structural wind/weather measurements and audits
- Tall buildings
- Long bridge spans
- Floating platforms like oil rigs
- Extended length vessels like super tankers
Multiple DI-720 and/or DI-730 products may be connected as a distributed network that covers large distances (over 100M between stations). All measurements made in such a configuration are synchronized to allow meaningful troubleshooting and fault correction.